氟碳漆施工·環(huán)氧漆的施工
時間:2014年09月19日信息來源:本站原創(chuàng) 點擊:次
(...繼續(xù))
三����、涂料施工
⑴氟碳漆的施工
被涂工件表面應(yīng)按工藝要求進行前處理(見涂裝前工件的準備)���,前處理符合要求后才能進行底漆涂裝施工��。
工件表面有電泳底漆的施工:
⒈工件表面的檢查和處理:
檢查表面所有部位是否有油脂��、污垢等及其他會破壞涂膜的附著殘留物�����,油污等附著殘留物必需用溶劑擦拭干凈��。
⒉電泳漆表面處理:
①缺陷部位(如工件表面不平)處理:用原子灰將缺陷部位刮平(刮膩子前最好打磨表面以增進膩子與電泳漆間的附著 力)��,待膩子干透后打磨平滑�;
②為保證后續(xù)涂層對電泳漆的良好附著力����,電泳漆表面必須用砂紙或砂布打磨致無光�����,打磨膩子部位用粗一點的砂紙, 電泳漆表面用300#以上的砂紙����。
⒊打磨后表面的處理:
用干凈(即:經(jīng)脫水、脫油)的壓縮空氣將表面殘留的灰塵吹掃干凈���。表面處理合格后不準再有破壞表面潔凈度的任何操 作����,盡快進行底漆涂裝���。
⒋環(huán)氧漆底漆施工:
① 施工條件
底材溫度不可低于5°C(常溫型)����,并且至少應(yīng)當高于空氣露點溫度3°C以上��,溫度和相對濕度應(yīng)當在底材附近測 量��。在狹窄區(qū)域通常需要良好的通風以確保正常干燥�����。環(huán)氧漆涂層完全固化前���,不應(yīng)曝露于油�、化學品或機械應(yīng)力;
② 施工參數(shù):
| 混合比1 |
(體積) |
A組份(基料):B組份(固化劑)=10:1 |
| 施工粘度2 |
(23℃/Zahn2#/秒) |
20~25 |
| 噴槍口徑 |
(mm) |
1.0~1.8 |
| 噴涂距離 |
(cm) |
15~30 |
| 走槍速度 |
(cm/秒) |
50~80 |
| 噴涂道數(shù) |
(道) |
2 |
| 重疊 |
|
1/3~1/2 |
| 每道間隔時間 |
(分鐘) |
5~10 |
| 大面積施工壓力 |
(kg/cm2) |
3~5 |
| 小面積施工壓力 |
(kg/cm2) |
2~3 |
| 混合后使用壽命 |
(小時/20℃) |
≈3 |
注:1使用過程中要求保持攪拌�;
2施工粘度視施工設(shè)備、環(huán)境溫度�����、膜厚要求等進行調(diào)整�。
③ 施工工藝:
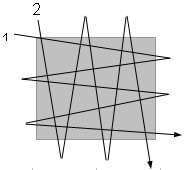
a.水平板面涂裝------噴涂方式:十字噴涂,完成一次十字噴涂的路徑如下圖所示
 b.不規(guī)則面的涂裝------噴涂方式:先將膩子部位薄噴一層�����,然后噴涂“死角”部位���、工件邊緣���、工件底部等難噴部位,再重點噴涂兩側(cè)面(正面部位)
b.不規(guī)則面的涂裝------噴涂方式:先將膩子部位薄噴一層�����,然后噴涂“死角”部位���、工件邊緣���、工件底部等難噴部位,再重點噴涂兩側(cè)面(正面部位)
 (待續(xù)...)
(待續(xù)...)
本文關(guān)鍵詞:環(huán)氧底漆的施工 原子灰 涂料的施工 涂裝應(yīng)用技術(shù) 氟碳漆
相關(guān)文章推薦:涂裝應(yīng)用技術(shù)(三) -調(diào)漆注意事項
(作者:admin 編輯:admin)

